介绍
在严苛的钻井环境中,即使是轻微的潜孔锤故障也可能导致严重的后果——意外停机、钻速降低、运营成本增加以及项目延期。对于承包商和矿业运营商而言,这些问题不仅影响生产效率,还会直接影响盈利能力和项目进度。
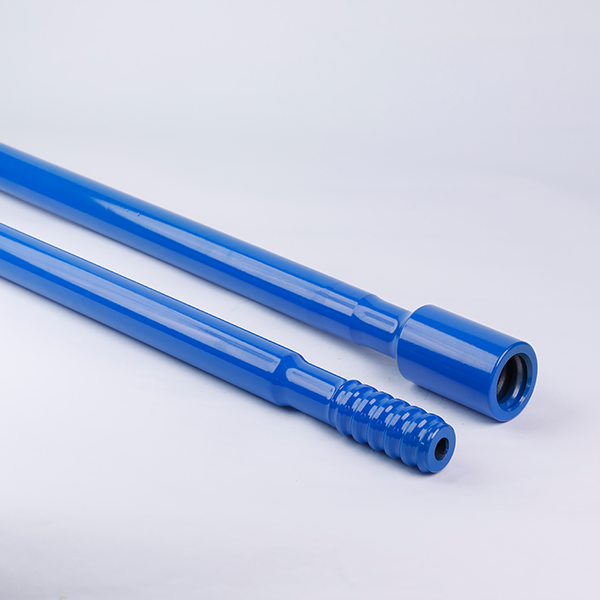
潜孔锤(DTH)是岩石钻孔系统中的关键部件,旨在将高频冲击能量直接传递至钻头。它结合了压缩空气和冲击力,能够在采矿、采石和建筑等硬岩条件下高效钻孔。其性能对钻孔速度、孔质和整体作业效率起着决定性作用。
然而,潜孔锤在极端条件下运行——高压、磨蚀性岩层、粉尘环境以及持续冲击载荷。故障通常是由于供气不足、润滑不良、操作不当或缺乏定期维护等因素造成的。即使是微小的疏忽也会加速磨损、降低效率,并导致代价高昂的故障。
本指南将教您如何识别常见的潜孔锤故障,了解其根本原因,并应用切实可行的故障排除方案。更重要的是,我们还将介绍预防措施,帮助您延长锤头寿命、最大限度地减少停机时间并保持稳定的钻井性能。
潜孔锤最常见的故障有哪些?

潜孔锤故障通常是由于操作不当、润滑不足、钻孔参数错误或部件磨损造成的。了解这些常见问题及其解决方法,可以显著减少停机时间并延长工具寿命。
以下是一份完整的故障排除指南,涵盖了实际钻井条件下最常见的潜孔锤故障。
DTH Hammer 中的驱动程序子程序损坏
驱动接头断裂是DTH锤最常见、代价最高的故障之一,如果不及时处理,往往会导致能量传递不良、钻孔不稳定,甚至工具掉入井中。
原因
- 由于拧紧扭矩不当导致连接松动
- 驾驶员肩部和袖套之间的缝隙
- 钻井过程中进给压力不足
- 螺纹润滑不足
解决方案
- 根据制造商的规格施加正确的拧紧扭矩。
- 锤击过程中始终保持旋转,以避免冲击损坏。
- 增加进给压力,尤其是在松软或非固结地层中。
- 使用合适类型和用量的螺纹润滑脂以减少磨损
- 如果检测到损坏或变形,请立即更换驱动单元。
专业提示:钻孔前定期检查连接紧固性和润滑情况,可以显著降低驱动部件故障的风险,并延长锤头的整体使用寿命。
驱动副花键过度磨损
驱动副轴上的花键过度磨损会导致能量传递减少、旋转不稳定,并加速锤头和钻头的损坏,最终降低钻孔效率。
原因
- 润滑不足或润滑不稳定
- 不当钻井参数导致的过度移动
- 进给力过低导致钻头与岩石接触不良。
解决方案
- 使用正确类型的锤油,并始终保持适当的润滑液位。
- 优化钻井参数,以最大限度地减少不必要的运动和振动
- 增加钻头上的重量(进给力)以确保稳定高效的能量传递。
专业提示:持续润滑和适当的进给力对于保护花键完整性和确保钻孔过程中动力平稳传输至关重要。
驱动程序损坏
驱动单元破裂通常是由于维护或拆卸过程中操作不当造成的,如果不及时发现,可能会迅速导致完全失效。
原因
- 操作不当,例如用大锤敲击部件
解决方案
- 使用钳子或链条等合适的工具进行安全拆卸。
- 维护过程中应避免任何冲击式维护方法,以防止结构损坏。
驱动单元过度磨损
驱动接头过度磨损会降低钻孔效率,并可能导致能量传递不良和部件故障风险增加。
原因
- 磨损的钻头会增加锤头的压力。
解决方案
- 及时更换磨损的钻头,以防止驱动单元过载
- 提高切削去除效率以减少磨粒磨损
- 定期轮换或检查驱动分动箱,以分配和监测磨损情况。
破碎的冲击脸
破损的冲击面会直接影响锤子的冲击性能,并可能显著降低穿透率。
原因
- 钻井过程中进给力不足
- 碎屑进入并积聚在锤子内部
- 故障或失灵的止回阀
解决方案
- 增加进给力以确保旋转稳定一致
- 定期清洁锤体内部组件,以清除碎屑。
- 如果止回阀无法正常工作,请更换它。
专业提示:保持内部气道清洁和正确的进给力对于保护冲击面和确保稳定的冲击能量输出至关重要。
活塞破损或开裂
活塞破裂或开裂是一种严重的内部故障,会直接降低冲击能量,如果不及时处理,可能会导致锤子完全停止运转。
原因
- 腐蚀或材料疲劳随时间推移
- 润滑不足或润滑不稳定
- 卡井情况下操作不当或压力过大
解决方案
- 操作后务必彻底清洁锤子,尤其是在进行泡沫或湿式钻孔后。
- 使用正确的锤油,保持稳定充足的润滑系统。
- 采用正确的提取和处理程序,避免机械应力
破损的磨损袖套
磨损套筒开裂会损害结构完整性,并导致锤组件内部错位或损坏。
原因
- 维护过程中握持位置不正确
- 过度磨损或长期腐蚀
解决方案
- 使用锤子时,务必始终保持正确的钳子放置位置。
- 当耐磨套筒达到其磨损极限时,应立即更换。
- 操作过程中使用中性pH值的水,储存过程中采取防腐蚀措施。
线程故障
螺纹失效通常会导致锤体部件之间的连接强度不足,增加钻孔过程中分离或严重损坏的风险。
原因
- 螺纹根部腐蚀是由于维护不当或暴露造成的
解决方案
- 定期涂抹螺纹润滑脂以防止腐蚀和咬合。
- 定期检查螺纹,并在发现磨损或损坏时更换部件。
顶部子程序损坏
顶部组件损坏会导致空气分布不稳定和锤头性能下降,这通常是由于不正确的组装方法造成的。
原因
- 装配过程中扭矩不正确或不足
解决方案
- 安装过程中务必按照制造商建议的扭矩值进行操作。
- 确保遵循正确的紧固程序,以保持结构完整性
专业提示:对于DTH锤来说,保持扭矩控制稳定和保护螺纹对于防止连接过早失效至关重要。
缺少扩孔按钮
缺少扩孔按钮会降低井眼稳定性,增加井眼偏斜的风险,尤其是在松软或不固结的地层中。
原因
- 顶部副部件过度磨损
- 钻头在钻井作业中卡住
解决方案
- 根据地层条件调整钻井参数
- 在松散或未固结的岩层中钻孔时,请使用扩孔按钮。
低穿透率(钻速慢)
低穿透率是潜孔锤钻井中最常见的性能问题之一,通常与空气供应、磨损和参数不平衡等因素有关。
原因
- 低工作气压
- 磨损的钻头或驱动器
- 进给力不足或转速过慢
- 内部污染或锤头部件磨损
- 过量注水会降低冲击效率
- 喉缩尺寸不正确或缺失
解决方案
- 检查压缩机性能并检查是否存在漏气。
- 必要时更换或重新研磨钻头
- 增加进给力并优化转速(RPM)
- 打开锤头,彻底清洁内部组件
- 检查活塞、磨损套筒和其他部件是否符合报废限度
- 减少注水量以维持适当的空气能量传递
- 安装正确尺寸的节流阀,以确保气流稳定。
专业提示:稳定的气压和进给力与转速之间的正确平衡是控制潜孔锤钻井穿透效率的关键因素。
运行不稳定或旋转不稳
锤头运动不规则或旋转不稳定会显著降低钻孔精度,并增加所有部件的磨损。
原因
- 钻孔过程中施加的进给力过大
- 旋转速度过低,不符合编队要求
- 锤子内部的吹管磨损了。
- 磨损的驱动器降低了稳定性
- 过度注水
- 磨损或损坏的钻头
解决方案
- 降低进给压力,直至钻孔平稳稳定。
- 调整转速以适应岩层条件
- 检查并更换磨损或损坏的吹气管
- 检查驱动单元的长度,如果发现过度磨损,请更换。
- 减少注水量以避免能量损失
- 根据需要磨利或更换钻头
专业提示:进给力和转速之间的适当平衡对于保持锤头稳定运行和减少振动引起的磨损至关重要。
锤子在孔内无法工作
当潜孔锤停止在孔内工作时,通常表明存在严重的内部或气流相关问题,需要立即进行检查以避免进一步损坏。
原因
- 内部组件损坏或严重磨损
- 气道堵塞或冲洗孔堵塞
- 压缩机提供的压缩空气不足
- 活塞因磨损或污染而卡住或损坏
解决方案
- 拆解锤子并进行全面的内部检查
- 彻底清洁所有通风通道和冲洗孔。
- 检查压缩机输出并确保稳定的空气供应
- 立即更换任何损坏或磨损的内部组件
启动时的孔偏差
钻井过程中井眼偏差会导致钻井精度下降,并增加井眼不稳定的风险。
原因
- 初始钻孔(钻铤阶段)进给力过大
- 磨损或损坏的钻头影响对准
解决方案
- 开孔时降低进给压力,以确保孔口稳定。
- 及时更换磨损的钻头。
- 钻孔前请确保对准正确
清除土方不彻底(碎屑无法排出孔洞)
切削物清除效率低下会降低钻孔效率,并可能导致孔堵塞或锤击损坏。
原因
- 气压过低或冲洗能量不足
- 钻孔内切削速度缓慢
- 裂缝性或高渗透性地层中的空气损失
- 孔内过大或堆积的碎屑
解决方案
- 增加气压以提高冲洗能力
- 必要时使用外径更大的钻杆
- 降低裂缝地层的钻井速度
- 钻孔过程中应定期提起并冲洗锤头。
- 调整旋转速度以改善切屑输送
专业提示:有效的孔清理取决于保持足够的空气流速,以便持续地将岩屑带出钻孔。

孔洞处发出振动或尖叫声
异常振动或尖锐噪音通常是钻孔平衡不当或关键部件过度磨损的迹象。
原因
- 进给力不足
- 转速过高
- 岩石条件复杂或磨损性极强
- 磨损或损坏的钻头
解决方案
- 调整并平衡进给力和转速
- 钻井过程中要持续冲洗。
- 检测到磨损时,请更换或磨利钻头。
专业提示:稳定的钻孔参数和锋利的钻头对于最大限度地减少振动、降低噪音和延长工具寿命至关重要。
解耦驱动单元困难
驱动单元难以拆卸通常是由于负载过大或维护不当造成的,这可能导致螺纹损坏或操作风险。
原因
- 钻孔或拆卸过程中施加的进给力过大
- 螺纹润滑不足
- 维护过程中不当或不良的抓握方法
解决方案
- 定期在所有螺纹连接处涂抹润滑脂。
- 组装和拆卸过程中请使用正确的扭矩。
- 避免直接抓握螺纹,以免损坏。
专业提示:适当的润滑和正确的操作工具可显著减少螺纹卡死,提高维护效率。
钻头和驱动单元丢失在洞中
钻头和驱动接头在井中丢失是一个严重的故障,可能导致代价高昂的打捞作业,甚至导致钻井废弃。
原因
- 锤击而不保持旋转
- 磨损或损坏的驱动单元
- 装配过程中施加的扭矩不足
- 操作过程中反向或逆时针旋转
解决方案
- 锤击时务必保持持续旋转。
- 及时更换磨损的驱动器子部件。
- 装配过程中施加正确的拧紧扭矩
- 钻井作业期间应避免反向旋转
专业提示:保持正确的旋转方向和装配扭矩对于防止井下工具丢失至关重要。
反向锤击(钻头脱离底部)
反锤现象是指钻头与地层失去适当接触,导致钻井效率降低,内部部件磨损加剧。
原因
- 磨损的活塞影响冲击稳定性
- 过量的注水会降低空气能量。
- 样条区域内碎屑堆积
- 卡在发射位置
解决方案
- 检查活塞尺寸,如果超出公差范围则更换。
- 减少注水量以保持空气冲击效率
- 清洁锤体内部组件并清除碎屑
- 检查并根据需要更换磨损的花键
专业提示:保持适当的空气与水的平衡对于避免能量损失和锤击性能不稳定至关重要。
内部部件熔化
内部元件熔化是一种严重的故障,通常是由极端摩擦条件下产生的过热引起的。
原因
- 试图将卡在孔中的锤子取出时摩擦力过大
解决方案
- 使用配备后扩孔(回缩)按钮的顶部低音炮
- 尝试取出卡住的工具时,请避免用力过猛。
专业提示:防止卡孔是消除摩擦引起的过热和内部组件损坏的最有效方法。
在了解最常见的潜孔锤故障及其根本原因之后,下一步的关键是快速确定现场实际发生的问题。在实际钻井作业中,停机成本高昂,而且在故障排除初期往往没有时间进行完全拆卸。因此,快速且结构化的现场诊断流程有助于操作人员通过评估气压、冲击声、振动模式、润滑状况和岩屑清除性能等关键信号,在几分钟内缩小潜在问题的范围。本节提供一份实用的 5-10 分钟现场检查清单,帮助您在进行详细检查或维修之前快速找到根本原因。
快速现场诊断清单(症状→可能原因→初步检查)
在拆卸潜孔锤之前,进行5-10分钟的快速诊断检查可以帮助您迅速识别最可能的故障源,避免不必要的停机时间。大多数潜孔锤问题都与气源供应、润滑、冲洗效率或内部磨损直接相关,因此进行系统的现场检查至关重要。
首先检查气压和泄漏情况,确保压缩机提供稳定充足的气流。接下来,仔细聆听冲击声和振动模式——正常的锤击声应持续有力,而微弱或不规则的声音通常表明内部磨损或漏气。然后观察润滑状况和钻屑排出情况,因为润滑不良或冲洗孔堵塞会迅速降低钻孔效率。如果问题仍然存在,则需进行部分拆卸以进行内部检查,重点关注活塞运动、阀门状况和磨损部件。
这种快速诊断流程使操作人员能够在几分钟内缩小问题范围,并确定问题是外部的(空气系统、参数)还是内部的(磨损/损坏)。以下是一份实用的现场检查清单,可帮助您快速排除故障。
快速诊断流程
气压检查 → 泄漏检查 → 声音/振动检查 → 润滑和冲洗情况观察 → 内部检查
症状快速参考表
| 症状 | 可能的故障类型 | 优先检查项目 |
|---|---|---|
| 低渗透率 | 空气问题/磨损 | 压缩机压力、钻头磨损、进给力 |
| 弱冲击声 | 活塞或阀门问题 | 活塞状况、止回阀和润滑 |
| 过度振动 | 失衡/磨损部件 | 钻头状况、转速、进给力 |
| 切割去除不良 | 冲洗问题 | 气流、孔堵塞、注水 |
| 锤子坏了 | 内部堵塞 | 气道故障、活塞卡滞、部件损坏 |
| 高空气消耗量 | 空气泄漏 | 密封件、螺纹、连接件 |
这种结构化的方法确保操作人员能够快速隔离现场问题,减少不必要的拆卸,并在进行全面维护或修理之前提高钻井效率。
何时应该维修或更换潜孔锤?
选择维修还是更换潜孔锤是一项至关重要的决策,它直接影响运营成本、钻井效率和长期生产力。虽然许多部件可以单独维修或更换,但当所有部件损坏到一定程度时,整体更换反而会成为更经济的选择。
成本比较:维修 vs 更换
- 维修:适用于轻微磨损,例如密封件、O 形圈、阀门或中度磨损的部件。
- 更换:当主要部件(活塞、耐磨套筒、驱动组件)严重损坏时需要更换。
- 在许多情况下,反复维修的费用最终可能会超过购买一把新锤子的成本。
更换标牌更经济实惠
- 尽管进行了维护,但仍频繁发生故障。
- 多个核心部件受到严重内部磨损
- 即使修复后渗透率仍然降低
- 高耗气量但钻井性能低
- 关键部件出现可见裂纹或结构性损坏
生命周期考量
- 潜孔锤寿命取决于岩石硬度、钻井参数和维护质量。
- 保养得当的锤子可以显著延长使用寿命。
- 一旦磨损达到报废限度,性能就会迅速下降,建议更换。
专业提示:如果维修频率在短时间内增加,这通常是一个明显的信号,表明锤子的有效使用寿命已经结束。
延长DTH锤击器使用寿命的专家建议
延长潜孔锤的使用寿命不仅可以降低运营成本,还可以提高钻孔一致性并减少意外停机时间。
避免空跑
操作电锤时,如果气源和润滑不足,会导致内部部件快速磨损和过热。钻孔前务必确保气流和润滑充足。
使用原厂品质的备件
低质量的零部件虽然可以降低初始成本,但往往会导致锤子磨损更快、兼容性差,并过早失效。
优化钻井参数
正确的进给力、旋转速度和气压对于保持稳定的冲击能量和最大限度地减少机械应力至关重要。
监控性能数据
定期跟踪穿透率、空气消耗量和振动模式,以便及早发现磨损或效率低下的迹象。
专业提示:预防性监测比被动维护更具成本效益——性能的微小变化通常表明早期故障。
结论
高达90%的潜孔锤故障可以通过适当的润滑、优化的钻井参数和定期检查来预防。大多数情况下,故障并非由故障本身引起,而是由可避免的操作或维护问题导致。
准确诊断是有效故障排除的基础。通过快速识别症状并将其与根本原因联系起来,操作人员可以显著减少不必要的拆卸、停机时间和维修成本。结合结构化的维护方法,这可以确保更稳定、更可预测的钻井性能。
最终,维护良好的潜孔锤可带来三大关键优势:减少停机时间、延长使用寿命和降低总体运营成本。投入时间进行正确操作和预防性维护,总能带来更高的效率和长期的可靠性。